
How Ceramic Extrusion Die Inserts Transformed Copper Tube Production
For decades, non-ferrous metal extruders have faced a persistent challenge: metal extrusion dies deform under the extreme thermomechanical stresses of hot extrusion, creating dimensional inconsistencies, poor surface finish, and costly rework cycles. When a leading copper alloy tube manufacturer sought a solution that could deliver both technical performance and economic value, they turned to Zircoa’s ceramic extrusion die inserts. What began as a carefully managed transition evolved into a proven technology that has served the industry for over three decades.
The Challenge: Deformation, Inconsistency, and Rework Cycles
The manufacturer produces hot-extruded copper alloy tubes for water supply, drainage, refrigeration, and air conditioning systems. In these applications, dimensional accuracy and surface finish directly impact product quality and end-use performance. Their extrusion process operated at high temperatures with significant mechanical forces, creating conditions that pushed traditional tooling materials to their limits.
Metal extrusion dies, whether fabricated from tool steels, hot working steels, or cobalt-based alloys like Stellite, suffered from a fundamental limitation: they deformed permanently under use. The dimensional accuracy of extruded products varied along their length due to unstable ram speed and progressive die deformation caused by high thermomechanical stresses. Temperature, reduction ratio, and lubrication all influenced dimensional outcomes, but in practice, adjusting these parameters couldn’t compensate for the die’s changing geometry during operation.
The consequences compounded throughout production:
- Dimensional inconsistency – Metal dies experienced “turn-in” deformation, in which high stresses caused the inner-diameter configuration to change, making the outer diameter of extruded tubes progressively smaller. Wall thickness decreased periodically while length increased, with variations of up to 6% between extrusions.
- Poor surface finish – Even with lubricants, metal dies produced unacceptable surface quality, requiring additional processing.
- Frequent rework – Metal dies required machining after the first two to three extrusion cycles, then again after approximately thirty cycles, to restore dimensional accuracy.
- Cold drawing operations – Manufacturers had to apply calibration through cold drawing to achieve acceptable dimensional tolerances, adding process steps and costs.
- Short die life – Despite reworking, metal dies had limited service life before complete replacement was required.
The operational costs were substantial: press downtime for die rework, large die inventories to maintain production during machining cycles, machine shop labor for frequent remachining, and ultimately, shorter die replacement cycles. The manufacturer needed a solution that could withstand the extreme conditions of hot extrusion without the progressive deformation that plagued metal tooling.
The Solution: Engineered PSZ Ceramic Inserts and Process Adaptation
Zircoa proposed transitioning from metal dies to partially stabilized zirconia (PSZ) ceramic extrusion die inserts in Composition 2016. However, the solution involved more than simply replacing one material with another; it required understanding ceramic material characteristics and adapting both die design and manufacturing processes to leverage PSZ’s advantages while respecting its limitations.
The transition was framed explicitly as a “learning curve.” Ceramics behave fundamentally differently from metals, particularly regarding tensile and shear stresses. The manufacturer and Zircoa worked collaboratively to optimize die design, establish proper installation procedures, and train manufacturing personnel on ceramic-appropriate handling and press operation.
Design Engineering for Ceramic Inserts
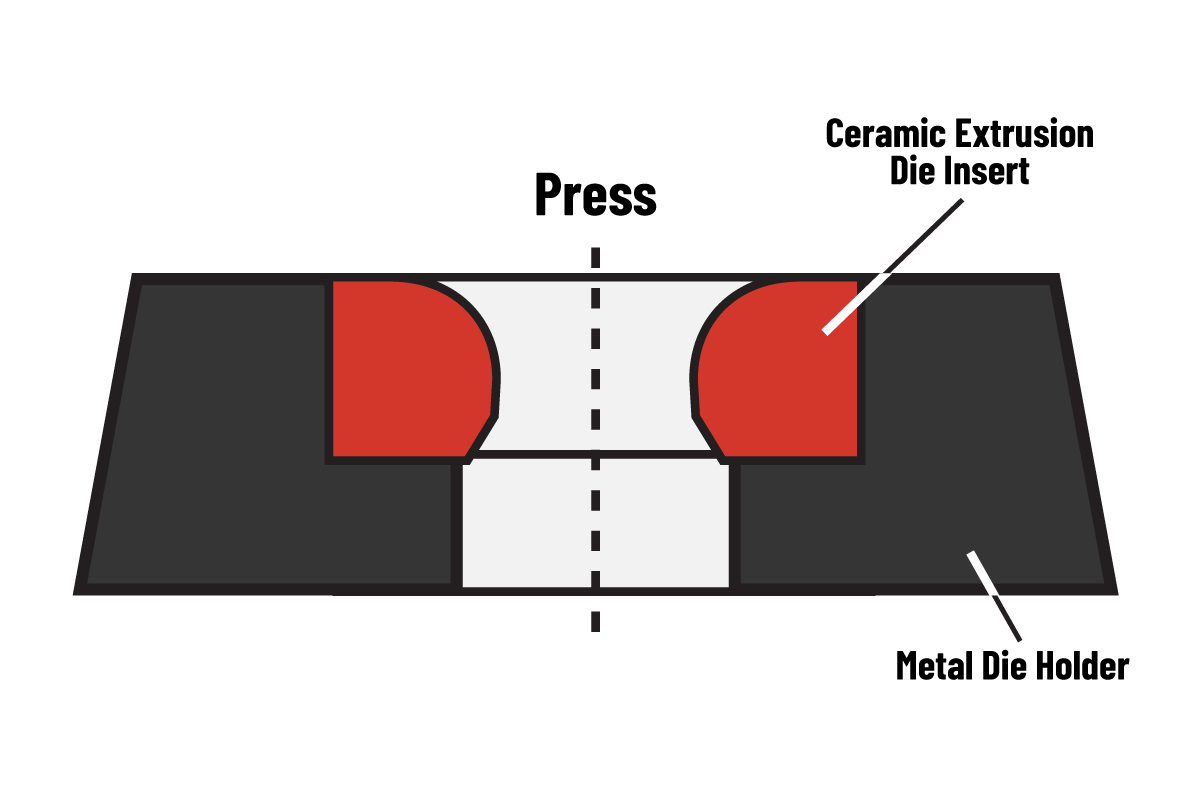
The ceramic insert design utilized the proven geometry from existing metal dies — configurations that had been refined empirically for each specific extrusion process — but incorporated critical modifications for ceramic material requirements:
- Minimized wall thickness – Reducing ceramic insert wall thickness prevented thermal stress buildup while maintaining structural integrity.
- Adapted land length – The die land (the parallel section of the bore) was optimized for ceramic material characteristics.
- Shrink fit compensation – To account for the reduction in inner diameter caused by shrink fitting the ceramic insert into the metal holder, the ceramic bore was increased by 0.5%.
- Metal casing design – The steel die holder was engineered to support the ceramic insert while accommodating thermal expansion differences.
This hybrid design preserved the metal casing’s structural role while positioning the ceramic insert to handle the extreme temperature and wear conditions at the extrusion interface.
Material Performance Advantages
PSZ ceramic delivered several properties that metal dies couldn’t match:
- Non-wetting surface – The ceramic is not wetted by most extruded non-ferrous alloys, preventing material adhesion.
- Superior lubricity – 50% lower coefficient of friction in contact with copper compared to hot working steel, enabling extrusion even without lubricant.
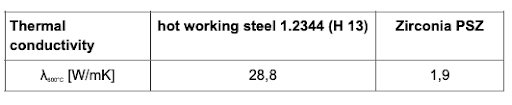
- Low thermal conductivity – At 600°C, PSZ exhibits thermal conductivity of 1.9 W/mK compared to 28.8 W/mK for hot working steel, reducing heat transmission to the metal die holder and allowing it to retain hardness longer.
- Dimensional stability – No “turn-in” deformation under operational stresses, maintaining consistent bore geometry throughout die life.
- Highly polished, non-abrasive surface – Improved surface quality of extruded products.
Process Implementation
Successful ceramic insert adoption required manufacturing personnel to master several critical elements:
- Correct shrink fit procedures adapted for ceramic material
- Careful handling protocols to prevent damage from impact or thermal shock
- Appropriate press operation parameters for ceramic tooling
The manufacturer’s commitment to this learning process proved essential to realizing the technology’s full potential.
The Results: Doubled Life, Eliminated Rework, and Quantified Savings
The transition to ceramic extrusion die inserts delivered both immediate operational improvements and substantial long-term economic benefits. Die life increased by 100% compared to cobalt-based metal dies, and this calculation included the two to three reworks that metal dies underwent during their service life. Ceramic inserts required virtually no reworking.
Operational Performance Improvements
The dimensional consistency improvement was dramatic. Where metal dies produced extrusions that varied by up to 6% in length, ceramic inserts delivered extremely consistent outer diameter and extrusion length across all cycles. Surface finish improved notably as extruded tubes exhibited brighter, smoother surfaces without additional processing.
The elimination of the “turn-in” phenomenon meant that wall thickness and diameter remained stable throughout the die’s service life. Manufacturers could also increase ram speed and extrude larger billets, further improving productivity. These options weren’t viable with metal dies due to accelerated deformation.
Economic Impact
The cost analysis demonstrated clear economic advantages. Annual machine shop labor savings totaled 3,351 hours, translating to $83,780 in labor cost reduction. Additional die purchase savings of $10,000 brought the total annual savings to $93,780.
While ceramic inserts cost approximately 20% more than metal dies initially, they provided 33.4% more extrusion cycles and eliminated the machine shop rework that consumed thousands of labor hours annually. When the reject rate reduction at final inspection was factored in, additional cost savings became evident.
Long-Term Validation
The technology’s continued use across the non-ferrous extrusion industry for over three decades validates its performance. What was initially approached as a carefully managed learning curve became an established solution for manufacturers seeking to eliminate the deformation and rework cycles inherent in metal extrusion dies.
For this manufacturer, the partnership with Zircoa delivered a pathway to fundamentally improved process economics through collaborative engineering that respected both material capabilities and manufacturing realities.
Facing dimensional consistency or tooling life challenges in hot extrusion? Zircoa’s technical ceramics team can evaluate your extrusion requirements and develop ceramic insert solutions optimized for your specific process. Contact us to discuss your application.