
Superalloy casting leaves no margin for crucible failure. Whether the application is aerospace turbine components, industrial gas turbine hardware, or other high-consequence nickel- and cobalt-based alloy work, the crucible must contain reactive melts cleanly, withstand temperatures that would destroy conventional refractories, and perform consistently across dozens of thermal cycles.
Zircoa has manufactured zirconia crucibles for investment casting applications since 1952. The material science behind them has been refined over decades. But material science alone cannot ensure continuity of supply when the raw materials that go into those crucibles are concentrated in a limited number of global sources.
That is the problem Zircoa’s R&D team set out to solve.
In May 2026, Zircoa Product Manager Ronny Simon presented the team’s findings at the 34th EICF Conference and Exhibition in Seville, Spain, sharing the development methodology, raw material evaluation results, and field trial data with the global investment casting community. The presentation covered the full scope of Zircoa’s work: from the structured evaluation of alternative raw material candidates through to postmortem analysis of crucibles pulled from active vacuum induction melting operations. What follows draws on and summarizes that research.
Want to explore the full presentation? Review our work in our Download section here.
We’re Your Zirconia Experts: Our specialists are here to help with material selection, custom solutions, and technical guidance for your specific applications.
Why Superalloy Casting Demands Zirconia
Zirconia crucibles address the specific combination of stresses that superalloy casting generates. Maximum service temperatures reach 1800-2200°C. Nickel- and cobalt-based alloys are chemically aggressive toward conventional refractories. Vacuum induction melting environments eliminate any tolerance for contamination from the crucible material. And high-volume casting operations run continuous melt cycles, subjecting crucibles to repeated thermal loading.
Magnesia partially stabilized zirconia (MgO PSZ) manages this environment through several complementary properties: very high temperature capability, excellent chemical inertness against reactive alloys, low wettability that prevents alloy adhesion, and a multi-use format that reduces per-melt cost compared to single-use alternatives. Thermal shock resistance is a recognized limitation of zirconia relative to some other ceramics, though the MgO PSZ formulation substantially mitigates this through controlled microstructure.
The Supply Chain Challenge
Zircoa’s existing crucible compositions perform to specification. The problem the development program addressed was not performance in the field, but the conditions that enable consistent production of that performance.
Zirconia raw materials are geographically concentrated. Geopolitical conditions, shipping costs, and raw material availability all introduce risk into a supply chain that superalloy processors depend on without interruption. Responding to that risk by switching raw material sources is not a simple substitution. Different sources produce different grain structures, different phase compositions, and different surface characteristics that affect how the crucible performs in service.
Zircoa’s engineering team conducted a structured evaluation of multiple alternative raw material candidates across a property suite that included:
- Density
- Porosity
- Monoclinic Phase Content
- Cold and Hot Modulus of Rupture
- Microstructure
- Surface Roughness
The development followed the approach of focusing on properties to predict performance. The evaluation mapped critical properties across candidates.
What Field Validation Showed
The most promising composition from raw material evaluation entered field trials in a vacuum induction melting application: an MgO PSZ crucible melting 22 lb/10 kg nickel-based superalloys at a peak temperature of 1860°C.
Following an extended melt sequence, postmortem cross-section analysis examined five zones of the crucible:
- Lip and Pour Path
- Sidewall
- Knuckle
- Melt Line
- Bottom
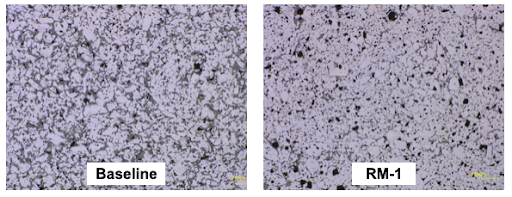
Both the knuckle and bottom, which represent the highest stress areas under thermal and mechanical loading, showed maintained surface integrity, tightly bonded microstructure, and no alloy infiltration. Slightly elevated porosity was present in the bottom section, with no crack formation and no alloy ingress.

The results confirmed that the alternative composition performs in service conditions consistent with the established baseline.
What This Means for Superalloy Processors
Zircoa’s crucible development program is now moving from initial trials to broader field evaluation across a wider range of customer processes and casting configurations. The validated compositions maintain compatibility with Zircoa’s existing manufacturing process, which means qualified crucibles can move to production without tooling or process changes on the customer side.
For superalloy casting operations, the practical outcome is continued access to a consistent, high-performance crucible with reduced exposure to the supply chain disruptions that single-source raw materials create. Zircoa’s long-term commitment in this program is to decouple crucible performance from geographic raw material concentration.
Questions about crucible selection or performance requirements for your application? Contact Zircoa’s experts.