Carbon black production operates at the intersection of chemistry, temperature control, and refractory material performance. The process converts liquid or gaseous hydrocarbons into ultra-fine carbon particles through high-temperature pyrolysis under oxygen-deficient conditions. Reactor flame temperature directly determines both yield and product grade; manufacturers typically see a 1% increase in yield for every 100°C rise in temperature. In a market projected to grow at 4.8% annually through 2034, that efficiency margin matters.
The challenge is that refractory materials impose strict temperature ceilings on reactor operations. Conventional alumina-based refractory systems reach their technical limits around 1900°C. This temperature constraint directly limits process efficiency and product capability. When manufacturers want to increase flame temperature to improve yield and enable premium product grades, their refractory materials become the limiting factor.
When refractory temperature limits are exceeded, lining failure forces the entire production line offline while replacement materials are installed. But the more common reality is more subtle: manufacturers simply cannot push flame temperatures beyond what their refractory can handle, capping process efficiency and product capability at the material’s ceiling rather than the process’s potential.
We’re Your Zirconia Experts: Our specialists are here to help with material selection, custom solutions, and technical guidance for your specific applications.
Why Temperature Increases Matter Beyond Yield
The benefits of increased reactor temperatures extend past the obvious yield improvements. Fuel consumption drops (by up to 10%) as combustion efficiency increases with temperature, a meaningful reduction in operating costs for continuous processes. Higher flame temperatures also enable the production of premium carbon black grades that command better margins. These specialty products require sustained high-temperature operation, which means refractory temperature capability directly limits production capability and market access.
Reactor shell temperature presents an additional challenge when increasing flame temperatures. Current reactor designs typically operate with shell temperatures in the 220-240°C range. Higher flame temperatures increase heat loss through the reactor wall, creating a practical tradeoff between process efficiency gains and thermal management challenges.
Properly designed refractory systems can improve thermal efficiency of heating processes by as much as 50%, translating temperature control and insulation performance directly into operational economics. The refractory system must provide enough thermal insulation to manage the temperature gradient from the combustion zone to the shell while surviving the extreme conditions at the hot face.
Conventional alumina refractory materials cannot operate above 1900°C. The material reaches its performance ceiling at this temperature, particularly in the combustion zone where thermal and chemical stresses concentrate. Achieving higher reactor temperatures requires a fundamentally different refractory material.
Zirconia’s High-Temperature Performance Advantage
Zirconia refractory material solves this problem through properties that enable operation where conventional refractories fail. The material maintains structural integrity above 2000°C, providing the temperature capability needed for extreme flame operations. This isn’t a matter of zirconia degrading more slowly at extreme temperatures. It’s a matter of zirconia being able to function at temperatures where alumina-based systems cannot operate at all.
 The engineered porosity in zirconia refractories creates superior thermal insulation compared to alumina systems. This controlled pore structure allows the material to maintain significantly lower thermal conductivity, up to five times better insulating value than alumina or magnesia alternatives. Better insulation reduces heat loss through the reactor wall, helping manage shell temperatures when operating at higher flame temperatures. While this doesn’t eliminate the thermal management tradeoff, it substantially improves the economics of high-temperature operation.
The engineered porosity in zirconia refractories creates superior thermal insulation compared to alumina systems. This controlled pore structure allows the material to maintain significantly lower thermal conductivity, up to five times better insulating value than alumina or magnesia alternatives. Better insulation reduces heat loss through the reactor wall, helping manage shell temperatures when operating at higher flame temperatures. While this doesn’t eliminate the thermal management tradeoff, it substantially improves the economics of high-temperature operation.
Chemical stability matters as much as temperature capability in carbon black reactors. The combustion atmosphere contains aggressive species that attack refractory materials, particularly at elevated temperatures. Zirconia’s chemical inertness prevents reaction with combustion gases and carbon species, eliminating a degradation pathway that limits service life in these demanding environments.
Engineering the Complete System
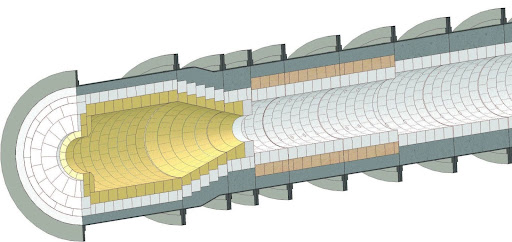
Successfully implementing zirconia refractories requires more than specifying different bricks. The complete solution combines engineered zirconia brick for the combustion chamber with custom castable pieces for complex geometries like the reactor cone section. This hybrid approach provides structural integrity where needed while enabling precise fitting in areas where individual brick cutting would be impractical.
The layered refractory design pairs zirconia at the hot face with alumina-based brick and castable backup materials behind it. This configuration optimizes the thermal gradient through the reactor wall, with zirconia handling extreme temperature at the combustion face while the backup insulation layers reduce heat loss and protect the reactor shell. Zircoa works with alumina refractory partner HarbisonWalker International to engineer and specify the complete system, ensuring material compatibility and thermal performance across every layer.
Installation engineering matters significantly. Unlike conventional brick that requires field cutting to fit tapered sections, engineered castable pieces with custom shapes arrive ready for installation. This reduces downtime during reactor rebuilds and ensures proper sealing between components. The custom design also accommodates thermal expansion and contraction without creating gaps that would compromise insulation performance.
Operational Reality and Performance Validation
Higher reactor flame temperatures translate directly into measurable production gains. The relationship is consistent: each 100°C increase in flame temperature yields approximately 1% improvement in carbon black output. Operating at 2150°C rather than 1900°C delivers roughly 2-3% yield improvement, which is a meaningful efficiency gain for continuous, high-volume production.
Thermal efficiency improves alongside yield. Zirconia’s engineered porosity delivers superior insulation compared to alumina systems, reducing heat loss through the reactor wall. This translates to lower fuel consumption for a given flame temperature, and more effective management of reactor shell temperature as operating temperatures increase. Better insulation means the process runs more efficiently across the entire thermal profile, not just at the hot face.
Perhaps most strategically, high-temperature capability unlocks access to premium carbon black grades. These specialty products require sustained operation at temperatures that alumina refractory systems cannot achieve. For manufacturers, this unlocks the ability to serve market segments and product specifications that were previously out of reach.
Read the full case study: See how one carbon black manufacturer achieved these results with Zircoa’s engineered refractory system in our detailed Carbon Black Reactor Case Study.
Going Beyond Carbon Black
While carbon black production provides a compelling application example, the principles extend to any high-temperature process where refractory temperature capability limits operations. Glass melting above 1900°C, quartz processing, specialty alloy production, and advanced ceramics manufacturing all face similar constraints. Process temperature determines product quality and energy efficiency, but conventional refractory materials impose technical ceilings on achievable temperatures.
Zirconia refractory material addresses this fundamental limitation by enabling operation at temperatures where conventional materials cannot function. The combination of high-temperature capability, superior thermal insulation, and chemical stability allows process engineers to optimize for performance rather than work around refractory limitations. When the refractory material can handle the temperature, the process can operate at its ideal conditions.
Facing temperature limitations in your high-temperature processes? Contact Zircoa’s refractory specialists to discuss how engineered zirconia brick and castable systems can enable higher operating temperatures and improve thermal efficiency in your specific application.